L’alignement Bord et Face tire son nom de la position des comparateurs utilisés pour mesurer les décalages entre les composants à aligner.
Les mesures sont prises à quatre positions différentes autour des composants : midi, 3 heures, 6 heures et 9 heures.
L’essence de cette méthode repose sur l’observation des déplacements relevées au comparateur.
Voici une explication détaillée de cette méthode, en mettant l’accent sur l’aspect calculatoire associé à l’alignement Bord et Face
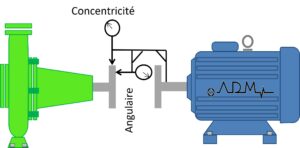
Les comparateurs sont solidement fixés sur l’arbre de la machine à régler (généralement le moteur).
Une fois fixés et toutes les précautions liées à l’utilisation de comparateurs prisent, les comparateurs sont amenés à la position angulaire 0h.
Les comparateurs sont alors réglés à mi-courses et les cadrans sont tournés pour que la grande aiguille affiche 0 alors que la petite aiguille doit afficher le 5.
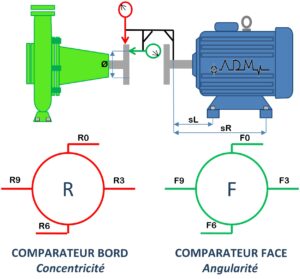
R Relevées sur le bord (Rayon).
F Relevées sur la face (Face).
Rs Flexion du comparateur sur le bord (Rayon).
Fs Flexion du comparateur sur la face (Face).
Ø Diamètre du cercle tracé par la tige du comparateur sur la face.
sL Distance de la fixation des comparateurs aux pieds avant.
sR Distance de la fixation des comparateurs aux pieds arrières.
Les termes R et F sont complétés par un chiffre (0-3-6-9) représentant la position angulaire de lecture.
Exemple :
R6 = Relevées sur le bord à 6h (180°)
Les valeurs initiales de R0 et F0 sont relevées.
Si les étapes précédentes ont été respecter vous devez lire :
R0 = 5,00 mm et F0 = 5,00 mm
Les arbres sont tournés ensemble de 90° pour arriver à la position horaire 3h.
Les valeurs pour la position 3h sont relevées et noté R3 et F3.
Les arbres sont tournés ensemble de 90° pour arriver à la position horaire 6h.
Les valeurs pour la position 6h sont relevées et noté R6 et F6.
Les arbres sont tournés ensemble de 90° pour arriver à la position horaire 9h.
Les valeurs pour la position 9h sont relevées et noté R9 et F9.
Les arbres ramener ensemble à la position horaire 0h.
Les valeurs affichées doivent correspondre au relevée initiale R0 et F0 soit 5,00mm dans notre exemple.
Validation des mesures : Vérifier que :
R0+R6-Rs = R9+R3
et que :
F0+F6-Fs = F9+F3
Si ce n’était pas le cas, la mesure est invalide. Assurer vous d’avoir respecter toutes les précautions indiquées plus tôt et recommencer l’opération.
Les formules suivantes permettent de calculer l’état d’alignement des composants.
CV (Concentricité Verticale) :
CV = [(R6-R0-Rs)/2]
AV (Angularité Verticale) :
AV= [(F6-F0-Fs)/Ø]
CH (Concentricité Horizontal) :
CH = [(R9-R3)/2]
AH (Angularité Horizontale) :
AH = [(F9-F3)/Ø]
L’objectif visés est que l’ensemble de ces résultats soient inférieurs aux tolérances d’alignement préconisé pour l’installation.
Réglages verticaux (ajout ou suppression de cales)
Pieds avant : (côté accouplement)
Cales = (AV)(sL)−CV
Pieds arrière :
Cales = (AV)(sR)−CV
Réglages horizontaux (déplacement droite / gauche)
Pieds avant : (côté accouplement)
Déplacements = (AH)(sL)−CH
Pieds arrière :
Déplacements = (AH)(sR)−CH
Réglages verticaux (ajout ou suppression de cales)
Pieds avant : (côté accouplement)
Cales = [((F6-F0+Fs)(sL))/Ø] – [(R0-R6+Rs)/2]
Pieds arrière :
Cales = [((F6-F0+Fs)(sR))/Ø] – [(R0-R6+Rs)/2]
Réglages horizontaux (déplacement droite / gauche)
Pieds avant : (côté accouplement)
Déplacements =[((F9-F3)(sL))/Ø] – [(R3-R9)/2]
Pieds arrière :
Déplacements =[((F9-F3)(sR))/Ø] – [(R3-R9)/2]
Pour les Réglages verticaux :
Un résultat positif indiquera la nécessité d’ajouter des cales.
A l’inverse, un résultat négatif indiquera la nécessité de retirer des cales.
Pour les Réglages horizontaux :
Un résultat positif indiquera un déplacement vers 3 heures.
A l’inverse, un résultat négatif indiquera un déplacement vers 9 heures.
Les tolérances d’alignement d’arbre angulaire sont donnés pour un diamètre d’accouplement de 100 mm.
Il est donc nécessaire d’appliquer les formules suivantes pour évaluer les résultats selon les tableaux de tolérance :
AV (Angularité Verticale) :
AV= [(F6-F0-Fs)/Ø] x 100
AH (Angularité Horizontale) :
AH = [(F9-F3)/Ø] x 100
En comprenant cette méthode et en appliquant l’ensemble des calculs, les techniciens peuvent réaliser un alignement précis et ainsi optimiser les performances de la machine.
Cette méthode offre une approche complète et précise par la mesure et le calcul mais reste fastidieuse à mettre en œuvre.